Driven by technological innovation in the rubber industry, the high-strength composite rubber materials used in modern tires have significantly improved wear resistance and anti-aging properties, but they have brought about tough ecological governance challenges. These "black pollution sources" have a natural degradation cycle of more than 100 years. Open-air stacking produces leachate containing heavy metals such as zinc and lead, and traditional recycling technologies struggle to handle steel wire-rubber composites. Frequent safety accidents and pollution problems caused by waste tires have created "black pollution" that is more difficult to deal with than plastic pollution (white pollution), imposing dual pressures of environmental governance and resource waste.

From waste tires to recycled carbon black, the process requires first separating and crushing the waste tires, followed by entering the pyrolysis stage, during which the exhaust fumes are treated separately. The pyrolysis process yields diverse products: the separated steel wires can be recycled; the waste residue is further processed to obtain crude carbon black, which is refined through grinding to become recycled carbon black. Meanwhile, the oil and gas generated by pyrolysis are cooled and filtered to obtain fuel oil, which is refined and blended to eventually become finished gasoline and light diesel. The pyrolysis process for producing carbon black from waste tires significantly enhances the efficiency and comprehensiveness of resource recycling.
Recently, Zenith has made key progress in a waste tire recycling project carried out in collaboration with a leading resource recycling enterprise in the United States. By applying cutting-edge pyrolysis technology, the project has successfully transformed waste tires—a source of "black pollution"—into high-value-added carbon black.

The project has achieved remarkable results: on the one hand, it has effectively resolved the persistent environmental pollution caused by long-term accumulation of waste tires, contributing to significant improvement in local ecological environment quality. On the other hand, through an innovative resource recycling model, it has opened up new resource supply channels, reduced dependence on primary resources, and made positive contributions to alleviating global resource shortages.
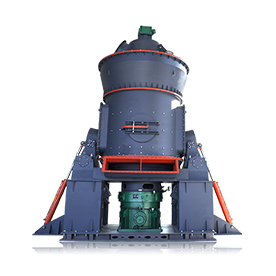
In the early preparation stage of the project, the client approached it with rigor. After multiple rounds of on-site inspections, technical discussions, and comprehensive evaluations, they finally selected Zenith XZM ultrafine mill. Zenith team conducted in-depth analysis of the characteristics of pyrolysis products from waste tires, and carried out comprehensive and meticulous optimization of the process flow. The production line is simultaneously equipped with advanced powder collection and dust removal systems, which not only ensure high product collection rates but also effectively control dust emissions. It strictly complies with the strict environmental protection regulations in the United States, laying a solid foundation for the efficient and green operation of the project.

Riding on the wave of innovation in industrial grinding equipment, Zenith, leveraging its over three decades of profound R&D and manufacturing experience, has precisely identified the market demand for ultra-fine and micro-powder processing. By integrating cutting-edge grinding technologies with extensive research and trials, the company successfully launched the XZM Ultrafine Mill. In the field of carbon black derived from tire pyrolysis, its mature process is highly compatible with the characteristics of carbon black production. Each link from feeding, grinding to discharging operates efficiently and smoothly, boasting remarkable production capacity advantages that fully meet the requirements of large-scale production. This enables the efficient transformation of waste tires into high-quality carbon black, propelling the rapid development of industrial waste treatment and circular economy.
Performance Advantages of XZM Ultrafine Mill

1. Safe and Reliable Operation
Without rolling bearings or screws inside the grinding chamber, it eliminates potential risks of equipment damage caused by bearing wear or screw loosening.
2. Advanced and Stable Transmission
Equipped with a reducer transmission system, it offers more stable performance and higher efficiency compared to traditional belt-driven systems.
3. Precise Particle Size Control
Featuring a new high-efficiency cage-type powder separator with variable frequency control, it allows convenient adjustment of particle size, precise cutting of particle diameter, and the final fineness of the product can reach D97≤5μm in one pass.
4. Low Wear and High-Quality Products
Utilizing high-quality wear-resistant components and the material bed grinding mechanism, it minimizes wear and effectively reduces contamination during material processing, ensuring product quality.
5. Low Power Consumption and Energy Efficiency
The low-stress multi-roller material bed grinding, combined with the optimally designed grinding curve and online instant powder selection, result in low power consumption and significant energy savings.
6. Strong Environmental Protection Capability
Equipped with a high-efficiency pulse dust collector, mufflers, and a soundproof enclosure, the equipment reduces dust and noise pollution, fully meeting the latest national environmental protection standards.